刨槽折彎工藝
發布時間:2022-04-11 10:56:14 瀏覽:119次 責任編輯:深圳市瑞航鑫金屬制品有限公司
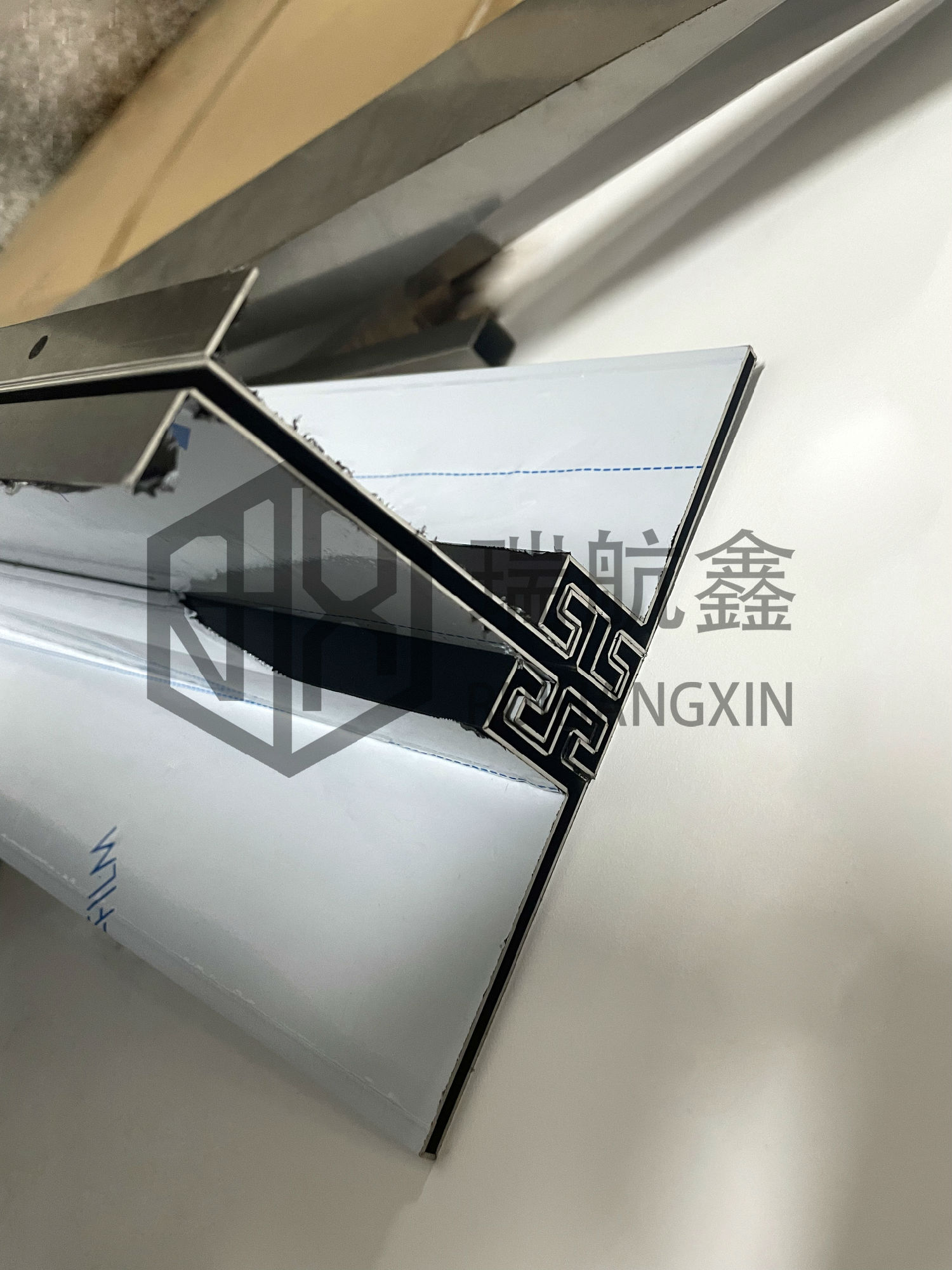
刨槽折彎工藝是一種先用刨槽機在金屬板材需要折彎的位置上進行劃線刨V形槽,然后再根據需求進行普通折彎的工序。
折彎工藝可知,工件折彎后其棱邊圓弧半徑的大小和板材厚度成正比的關系。板材越厚,折彎形成的圓弧半徑越大。對金屬板材進行刨V形槽后,其板材剩余厚度變為原來的一半,甚至更小。這樣就能使工件折彎后棱邊圓弧半徑大幅的減少。又由于刨槽后折彎處剩余板材厚度較薄,折彎時的變形力也會相應的降低,不會擴散影響到未折彎的區域,因此折彎后工作表面不會存在折痕,且由于折彎處板厚較薄,折彎時所需壓力的降低很好地避免了裝飾表面出現壓痕的風險。這樣就能滿足酒店,銀行,商業中心,機場等高檔場所需要的金屬裝飾中,對工件棱邊圓弧半徑小,表面無折痕,裝飾面無壓痕的工藝要求了。